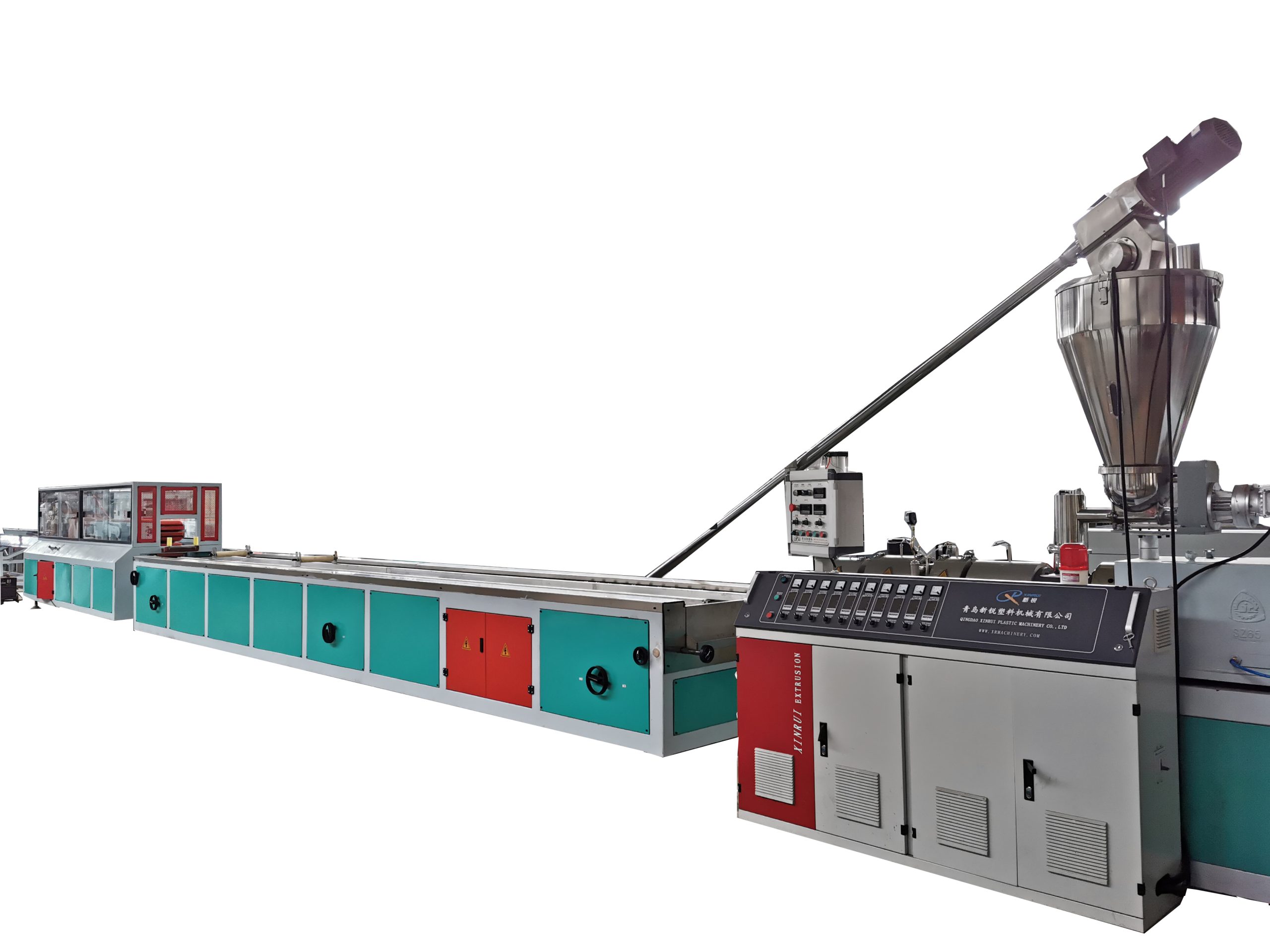
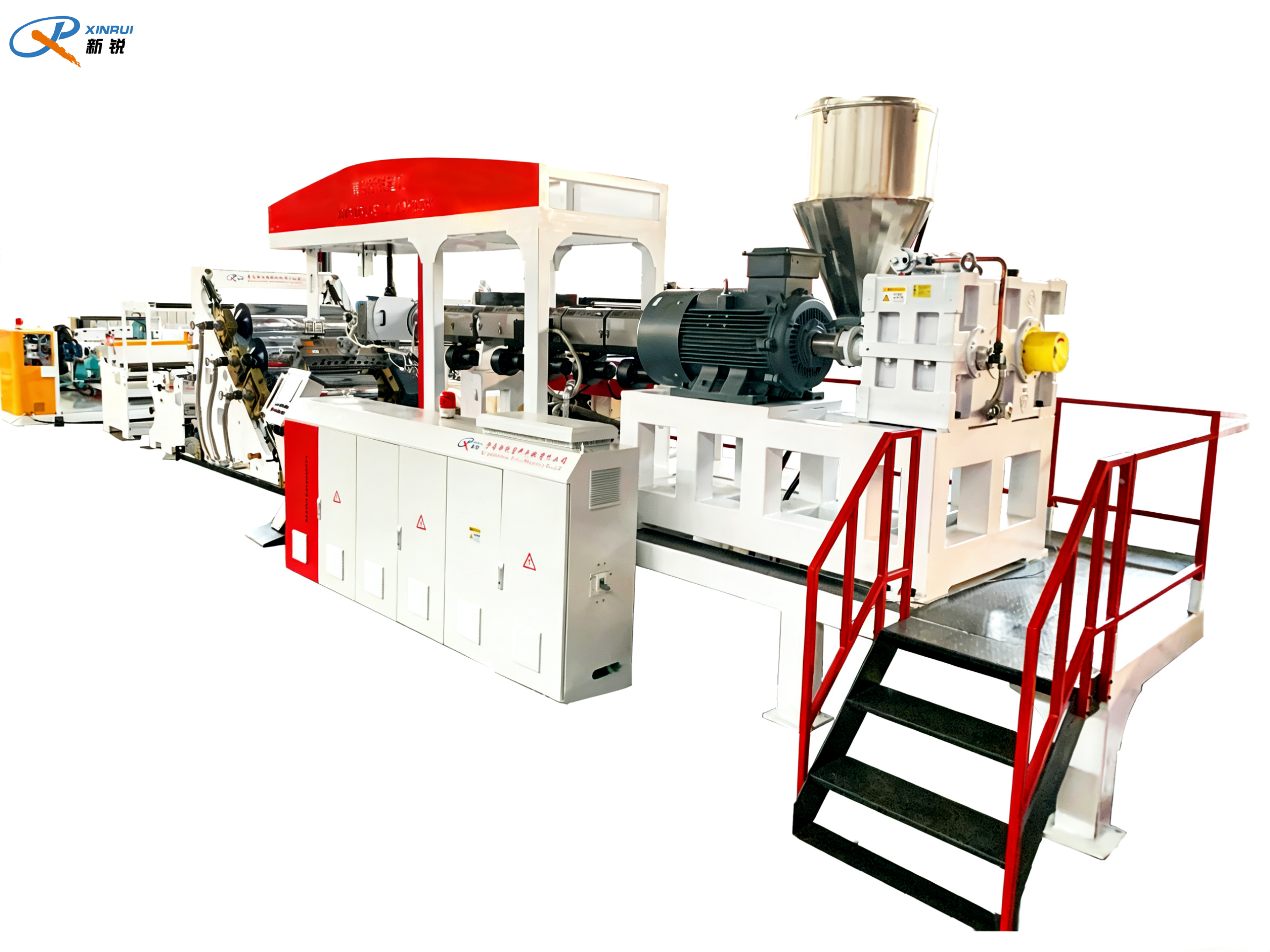
Extruder met enkele schroef
Functie: Is het “hart” van de lijn. Verantwoordelijk voor het smelten van polyurethaankorrels en het creëren van een homogene smelt, die continu onder druk naar de matrijs wordt gevoerd.
Proces: De schroef draait in een verwarmde cilinder, vangt de korrels op, mengt ze, smelt ze en homogeniseert ze (creëert een homogene massa zonder luchtbellen) en perst vervolgens de smelt door een matrijs.
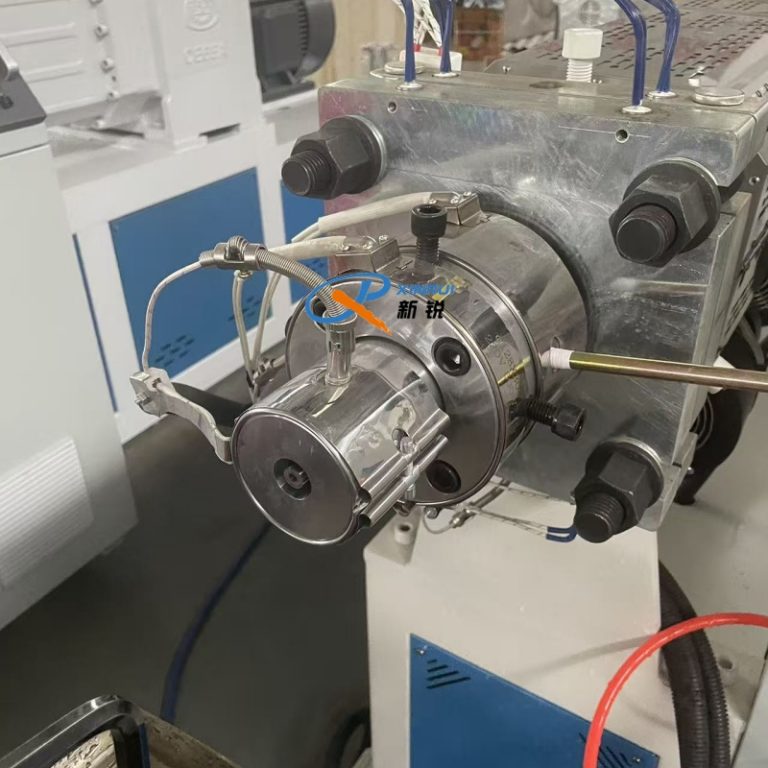
Matrijs (Extrusiekop)
Functie: Vormt gesmolten polyurethaan tot een holle buis met gespecificeerde interne en externe diameters.
Werkingsprincipe: De smelt passeert de ringvormige opening tussen de doorn (vormt de binnendiameter) en de matrijs (vormt de buitendiameter). Vaak wordt er perslucht door de doorn aangevoerd om te voorkomen dat de buis instort totdat deze afkoelt.
Koelbad
Functie: Afkoeling en initiële kalibratie van de buis na het verlaten van de matrijs.
Proces: De hete en buigzame buis wordt in een gesloten waterbad geplaatst, waar deze snel en gelijkmatig afkoelt om zijn vorm en grootte te fixeren. Vaak wordt aan het begin van het bad een vacuümkalibrator gebruikt: een apparaat dat een vacuüm creëert en de buis tegen de gekoelde wanden drukt om een perfect ronde en nauwkeurige buitendiameter te verkrijgen.
Inkjetprinter
Functie: Het aanbrengen van permanente markeringen op het buitenoppervlak van een gekoelde buis.
Wat wordt afgedrukt: logo van de fabrikant, materiaalnaam (bijvoorbeeld PU, polyurethaan), afmetingen (bijvoorbeeld Ø6×4 mm), productiedatum of andere belangrijke informatie.
Diameter meter
Functie: Continue automatische controle van de buitendiameter van de afgewerkte buis.
Werkingsprincipe: Tast contactloos de buis af met een laserstraal, berekent de exacte diameter en vergelijkt deze met een bepaalde norm. Bij afwijking stuurt het een signaal naar de operator om de extrusieparameters (snelheid, temperatuur) aan te passen, waardoor een stabiele productkwaliteit wordt gegarandeerd.
Apparaat trekken
Functie: Zorgen voor een constante en uniforme beweging van de buis over de gehele lengte van de lijn van de extruder tot de wikkelaar.
Belang: Synchroniseert de tekensnelheid met de snelheid van het materiaal dat de matrijs verlaat. Dit voorkomt buisvervorming (uitrekken of accordeonvorming) en stabiliseert het gehele proces.
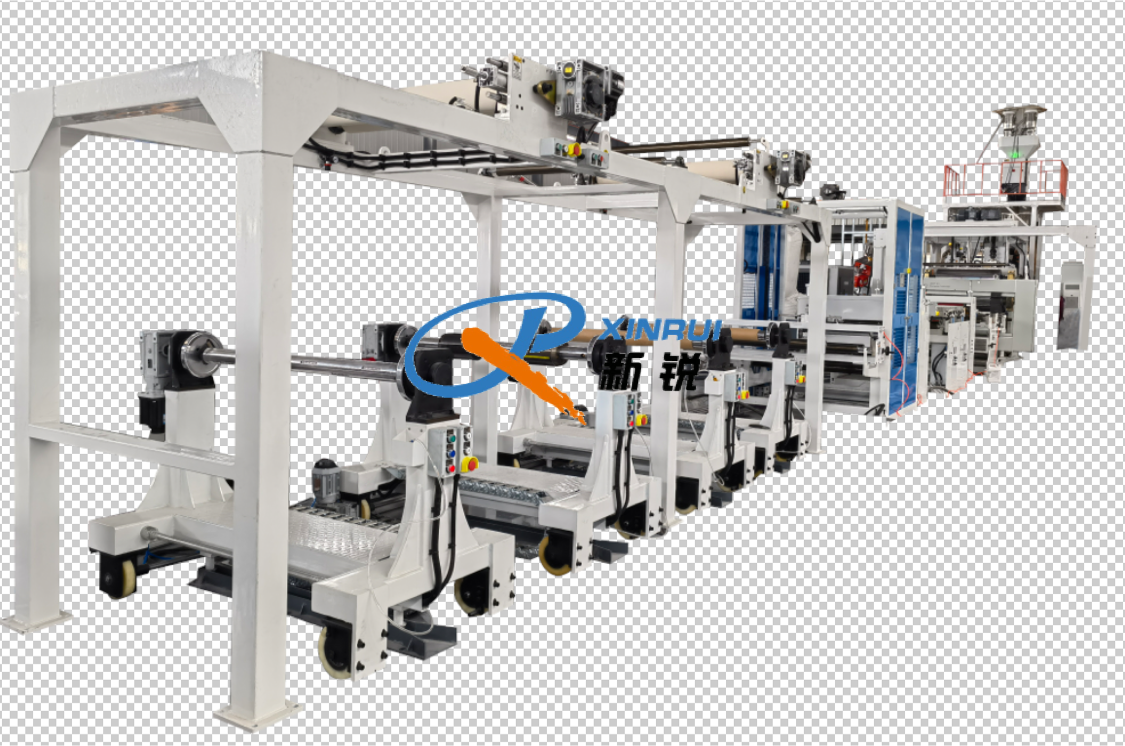
Opwinder
Functie: De afgewerkte buis voorzichtig op een spoel of haspel wikkelen voor transport en opslag.
Typen: Er zijn trommel (voor lange spoelen) of draaiend (voor het oprollen op individuele haspels met automatische wisseling zonder de lijn te stoppen). Behoudt de gespecificeerde spanning zodat de buis niet uitrekt of vervormt.